
プラスチック成形、射出成形、エンプラ成形のことならお任せ下さい。
〒726-0002 広島県府中市鵜飼町800-132 府中プラ株式会社
TEL:0847-41-3659 FAX:0847-41-3661
E-mail:[email protected]
プラスチック射出成形機におけるスーパーエンプラ成形、インサート・厚肉成形のことは府中プラ株式会社


![]()


電動工具ハウジング
電動工具のハウジング類は、エンジニアリングプラスチックの府中プラ を確立した代表的なもので、寸法精度、耐衝撃性、耐熱性、耐油性等諸 条件を、的確な樹脂の選定により充分に満足させた製品です。
「エンプラの府中プラ」の原点


ゴルフボール(ツーピース)
府中プラでは、これまで不可能とされていた成形を、画期的な成形ノウハウ(FPプロセス)の開発により数多くの商品を実用化しています。 例えばゴルフボール(ツーピース)の一体シームレス成形です。 特殊ゴム中子をボールの中心に位置させた異材質一体化成形(インサート成形)は、1981年業界で最初に開発した特殊成形技術です。
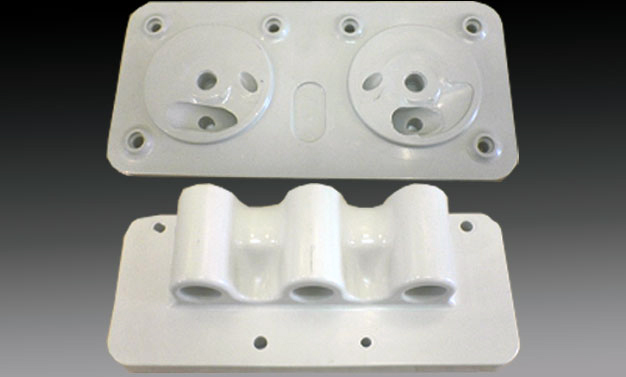
マグネットポンプ用インペラ
インサート成形の技術を応用して生まれたのが、マグネットポンプ用インペラです。それまでは、マグネットを入れた本体に、後から蓋をして溶着する方法が一般的でしたが、この方法では本体とマグネットを隙間無く密着させることはできず、回転時にぶれと音が発生しました。その問題がFPプロセスの一体化技術によって一気に解決できたのです。さらに、金型は廉価なうえ後加工の必要もなくなり、大幅なコストダウンが可能となりました。
このように、府中プラのインサート成形技術は強度・機能性で高い評価を受けており、一体化が必要な部品に幅広く利用されています。


機械的強度や耐久性が要求される金属部品およびダイキャスト品も、多くの場合エンプラを駆使することで樹脂化することが可能です。 金属部品の樹脂化によって、軽量化や防錆化、コストダウンなどのメリットが生まれます。府中プラでは、金属部品の樹脂化を技術開発で推進しご提案しています。


ケミカルポンプ
材質:PPS GF40 PPE GF30
PPO GF30 PSF ポリサルフォン

リール部品
材質:MXD-6 レニー
GF40〜55


フィルタ
材質: PS 66PA 6PA
昭和62年に独自に開発した、V字形ネットを樹脂で一体的に成形したエアコン用ロングランフィルターです。平らなネットを入れて成形していたために目詰まりが激しかった従来品の問題点を、V字型ネットの一体成形という画期的な技術で問題解決した製品です。当時、業界では”夢のフィルター”ができたと大好評を得ました。
プリーツ加工から対応致します。

厚肉成形品
材質: PMMA アクリル

※製品写真をクリックすると詳細がご確認いただけます。

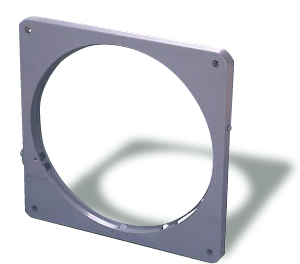
投影機用スクリーン枠
材質:MXD-6 レニー GB65%
アルミ鋳物を機械加工していたものを、ウェルドラインの強度低下を抑えながら樹脂で一体化し、大胆なコストダウンを実現しました。

スーパーエンプラ成形品(PEEK対応)
アニール処理により、最適な寸法安定性を引き出し、ストレス・クラックのリスクを低減します。
プラスチックや樹脂の成形工法上、金型内に封入されたワークは急速に冷却する為
どうしても残留応力が残り、歪みが生じてしまいます。
特に強度が求められる成形品についてはアニール処理を行い歪みを除去する事が必要となります。


S字パイプ成形品
S字パイプのような複雑なアンダーカット形状を射出成形にて実現しました。


